
Needless to say, the blow molding of complex-shaped parts requires a parison programmer, and yet this control is only capable of making thickness adjustments in one axis.
The mechanized matrix, or core, is one of the techniques that enable to improve the distribution of material, but the profile only modifies a part of the longitudinal area of the blow-molded container.
Any molding that is asymmetrical requires another axis of wall thickness control, and therefore Techne in partnership with S.B.Enterprise has implemented the Parison Radial Adjustment (P.R.A.) system.
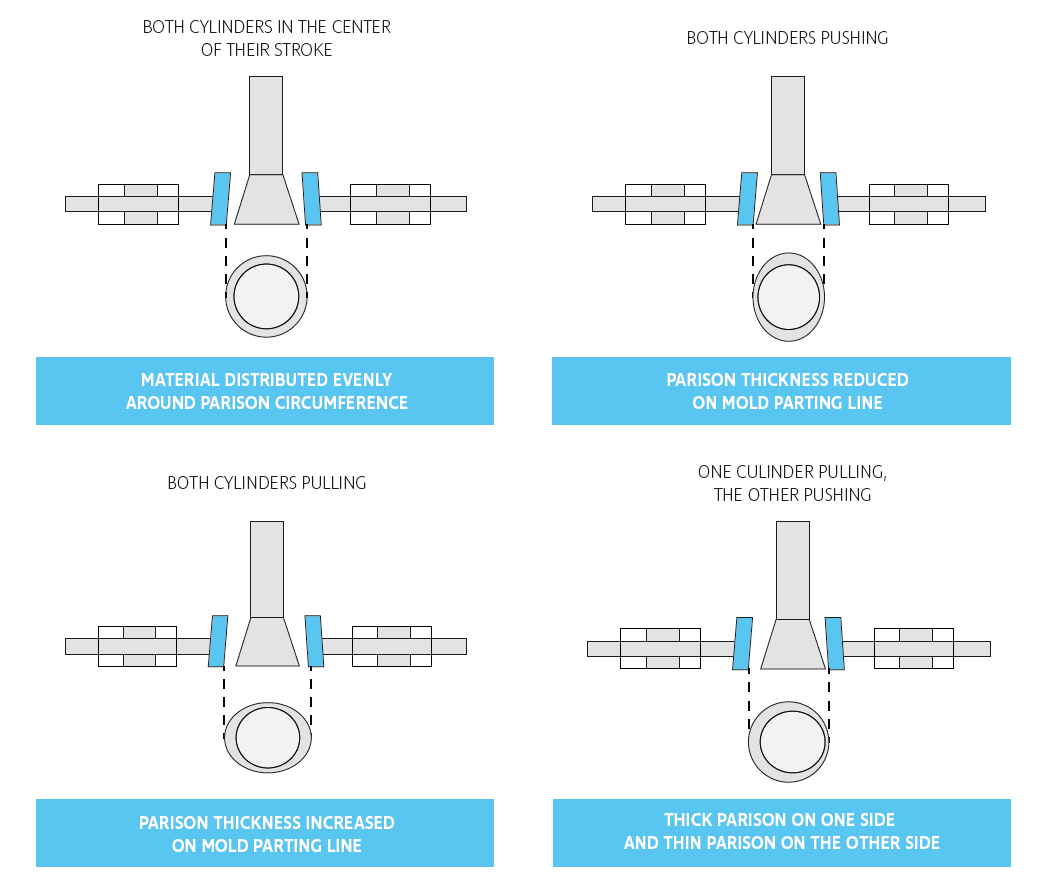
The conventional die is replaced with a flexible die made from a special alloy that is squeezed and stretched into ovality, during extrusion blow molding, by two or more electric or hydraulic actuators.
By varying the shape and concentricity of the die gap you will have a much greater degree of thickness control.

Why using the P.R.A (Parison Radial Adjustment) wall thickness device in the extrusion blow molding process? Here are 5 reasons why it is a great choice for your company:
The P.R.A. with 2 actuators is the standard solution for packaging starting from 10 liters and technical parts.
The flexible ring is pulled and squeezed by 2 actuators placed opposite, the parison programmer profile has typically the same shape but adjustments can be done in case of complex shapes.
Download the brochure to learn more about this topic.
Are you planning a new project and would like to learn more about Extrusion Blow Molding technology?
Or do you have clear ideas and would like to receive a targeted advice from Techne experts?
In order to book a focused consultation and get in touch with Techne specialists, please click here below and fill in the form.